- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





CNC Presspidur
JM on juhtiv Hiina CNC Presspidurite tootjad ja tarnijad. Harsle on professionaalne tehas, mis püüab toota kõlblikku piduripressimasinat kõigile maailma klientidele. Selle CNC Presspidur on startup -ettevõtte jaoks parim valik raha säästmiseks või kõigile, kes soovivad masinat hõlpsalt kasutada.
Saada päring
Tootekirjeldus
JM on Hiinas CNC pressipidurite tootjad ja tarnijad, kes saavad CNC Presspidurit hulgimüüki. Hiina tootja Jianmeng toodetud presspidur on mehaaniline seade, mida kasutatakse metallilehtede painutamiseks ja moodustamiseks soovitud kujuks. Seda kasutatakse laialdaselt metallieksitööstuses keerukate ja täpsete kujundite tootmiseks metalllehtedest.

Masinamudel ja juhtvõllide arv
Juhtide telgede arv: 4+1
Reserveeritud intelligentne painutatud manipulaatori liidese funktsioon
Masina peamine konfiguratsioon
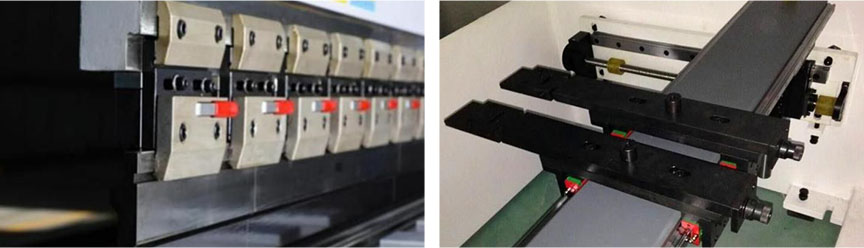
Rexrothi suure jõudlusega servohüdrauliline süsteem Saksamaal kontrollib vasaku ja parema silindrite sünkroonimist.
Mõlemad pooled on varustatud Atek Givi restide joonlauaga, et tuvastada sünkroonse positsiooni tagasiside.
Tagumine kork on varustatud suure jõudlusega servomootori ja kuuli kruviga.

CNC pressipiduri peamised imporditud lisaseadmed
|
- CNC süsteem: Holland Delem - hüdrosüsteem: Rexroth - resti valitseja: Givi - Kõrgsurveõli pump: päikseline - Madalapinge aparaat: Schneider - õlitoru liigest: deguo - pitser: Parker |
 |
Masina peamised tehnilised parameetrid:
| 1. | Nominaalsurve | Kn | 1300 | ||
| 2 | Painutamine Langth | mm | 3000 | ||
| 3 | Colum vahekaugus | mm | 1300 | ||
| 4. | silindri löök | mm | 120 | ||
| 5. | Maximmi avanemisjärgus | mm | 370 | ||
| 6 | kõri sügavus | mm | 25 | ||
| 7 | libisemiskiirus | vedav tühikäik | m/ | 18 | |
| 8 | töötav | mm /s | 10 | ||
| 9 | reis | mm/s | 16 | ||
| 10 | Peamine mootorivõim (riiklik standard | Kn | 5.5 | ||
| 11 | 8liid yl, y2curacy | 8lider Korre Acct AC! | mm | ≤ ± 0,01 | |
| 12 | 8liidi positsioneerimise täpsus | mm | ≤ ± 0,02 | ||
CNC süsteemi funktsioonid ja funktsioonid
Delemi DA53T saab juhtida 4+1 telge, nimelt Y1 telg, y2 telg, x telg, r -telg ja V -telg
All-Metal Shell, uusim moekuju
Täiustatud manustatud CPU riistvaratehnoloogia
Tootearenduse pikkuse arvutamine
Rohkem kui 7000 programmi ja hallituskogu, 99 tööetappi iga programmi jaoks
Toetage Interneti juurdepääsu
Hiina ja inglise keele valik
Integreeritud tööpinkide tööpaneel
Painduva tooriku pikkust saab automaatselt arvutada.
Painderõhk arvutatakse automaatselt ja reguleeritakse arvuti abil vastavalt tooriku pikkusele või paksusele.
Seadmete tehnilised omadused
Numbriline juhtimissüsteem kontrollib proportsionaalse klapi avasuurust ja proportsionaalne klapp reguleerib vasaku ja parema õli silindrite õli sisselaskeava. Y1 ja Y2 teljed-slaidiploki vasak ja parempoolsed küljed on vastavalt Euroopa ATEK-i ettevõtte GIVI ülitäpse lineaarse resti skaalaga (Y1-Y2), mida kasutatakse slaidiploki ja Workbenni täpse vahemaa mõõtmiseks. Vormiskaala ja veerg on pehme ühendatud ning kolonni deformatsioon ei mõjuta positsioneerimist. Asendi andmed suunatakse kohe tagasi CNC-süsteemi, mis saab arvutada väljundventiili juhtimissignaali (S1-S2). Seega on liuguri positsioneerimise täpsus ≤ ± 0,02 mm.
Tootluse hea töötlemise täpsuse tagamiseks võetakse spetsiaalselt kasutusele mehaaniline töökoha kompenseerimismehhanism: uut lainetüübi mehaanilise läbipainde kompenseerimise seade võib moodustada ideaalse positsiooni kumerkõverate klastri ja seadme täpset punni saab automaatselt juhtimisel automaatselt juhtida, kui manööverdatakse erineva paksu pikkuse või pikkuse manööverdamisel. Hüvitis
● Kiire klambrite seade
● Mugav ja kiire hallituse asendamine
● Vähendage tööjõu intensiivsust
● Parandage tootlikkust
Seadmel pole mitte ainult NC horisontaalne automaatne kompensatsioonifunktsioon, vaid ka vertikaalne käsitsi kompenseerimise funktsioon.
Kuumad sildid: CNC Presspidur, Hiina, tootjad, tarnijad, tehas, kohandatud, valmistatud Hiinas, odav, kõrge kulutõhus, CE, kvaliteet
Seotud kategooria
Horisontaalne V soonimismasin
Vertikaalne V soonimismasin
Automaatne nelja külg v soonemasin
V Soonestusmasina tarvik
Metallivormimismasin
Surve eemaldamise masin
Lõikemasin
Vajutage pidurit
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.
Seotud tooted



